стр.32
 в) Удалить оба кольца круглого профиля, промыть цилиндровую втулку и проверить на износ.
в) Удалить оба кольца круглого профиля, промыть цилиндровую втулку и проверить на износ.
ВНИМАНИЕ!
При разборке следить за тем, чтобы не перепутывались цилиндровые втулки и соответствующие поршни.
г) При обнаружении износа цилиндровых втулок их необходимо расточить.
Перечень ремонтных предприятий и условия замены указаны в инструкции по восстановлению 2/78.
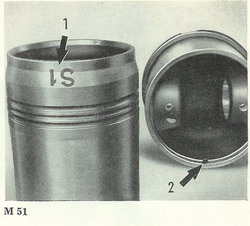
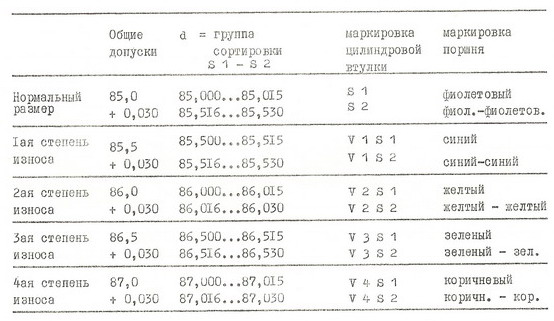
Степень износа цилиндровой втулки, поршня и их маркировка (Рис. М 51)
Диаметральный зазор между поршнем и стенкой цилиндра при рабочем режиме: 0,11 мм.
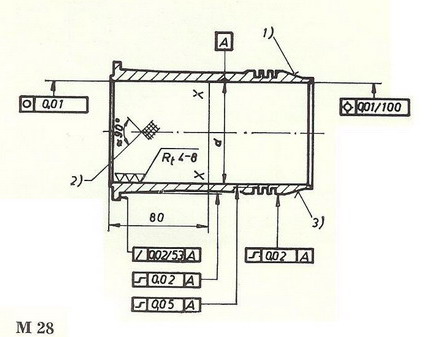
Рис. М 28. Цилиндровая втулка (степень износа)
(1) маркировка группы сортировки с травленым штампом, например S 1 (размер шрифта 10)
(2) крутое хонингование
(3) маркировка степеней износа с помощью травленого штампа, например V 1 (размер шрифта 10)
Группу сортировки следует определять в плоскости измерения х - х.
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave
стр 31
1.2.2.1.2. Выпрессовка и запрессовка цилиндровых втулок картера.
При износе цилиндровых втулок или вследствие негерметичности колец круглого профиля для цилиндровых втулок, их необходимо заменить.
Для своевременного обнаружения этой негерметичности и во избежание утечки воды или масла на картере сбоку для каждого цилиндра расположены сточные отверстия (см. рис. М 27).
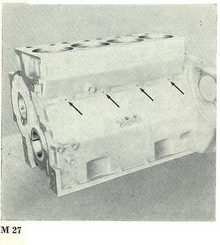 Рис. М 27. Сточные отверстия цилиндровых втулок в картере
Рис. М 27. Сточные отверстия цилиндровых втулок в картере
Сточные отверстия расположены так, что они находятся между обоими кольцами цилиндровой втулки круглого профиля.
Снятие.
а) Повернуть картер в монтажной тележке поддоном вниз.
б) Выдавить вручную цилиндровую втулку соответствующей оправкой или бруском дерева твердой породы с места посадки в картере и взять свободной рукой.
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave
стр.30
д) Проверить цилиндровые втулки.
При необходимости замены цилиндровых втулок с учетом степеней износа и их маркировки следует пользоваться разделом 1.2.2.1.2.
Рис. М 25. Картер, подшипник кулачкового вала.
е) Проверить посадку цилиндровой втулки в картере.
Монтажные размеры:
Картер -------------- 102,036...102,090 мм
цилиндровая втулка--- 101,929...101,964 мм
цилиндровая втулка--- 99,929...99,964
картер--------------- 100,000...100,024
Перечень ремонтных предприятий и условия поставки указаны в инструкции по восстановлению 2/78.
1.2.2.1.1. Выпрессовка и запрессовка подшипниковых втулок кулачкового вала.
1. Выпрессовка подшипниковых втулок кулачкового вала осуществляется с помощью подходящей оправки с уступами.
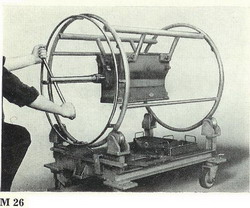 2. При запрессовке подшипниковых втулок кулачкового вала следует использовать специальное устройство (инструмент № 324.020-М 143) (Рис. М 26). Перед запрессовкой необходимо смазать маслом подшипниковые втулки и подштпниковые гнезда в картере.
2. При запрессовке подшипниковых втулок кулачкового вала следует использовать специальное устройство (инструмент № 324.020-М 143) (Рис. М 26). Перед запрессовкой необходимо смазать маслом подшипниковые втулки и подштпниковые гнезда в картере.
Рис. М 26. Запрессовка подшипниковой втулки кулачкового вала (инструмент № 324.020-М 143)
Подшипниковые втулки кулачкового вала изготовлены таким образом, что при запрессовке в картер они занимают соответствующий размер. Дополнительной обработки подшипниковых втулок после запрессовки не требуется.
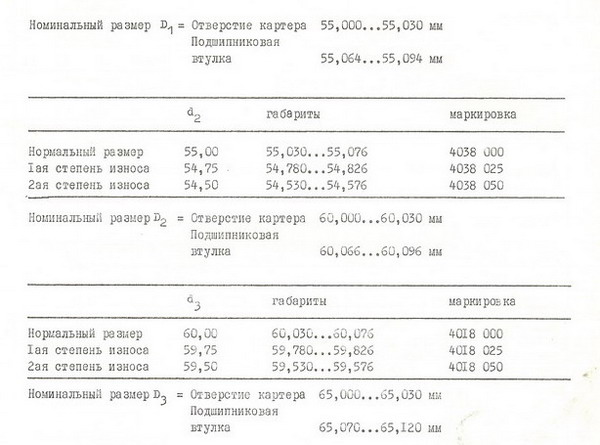
Монтажные размера и маркировка подшипниковых втулок в запрессованном состоянии (см. Рис. М 26).
ТАБЛИЦА:
________________________d1________габариты________маркировка
Нормальный размер_____50,00_______50,025...50,064_____4036 000
1-я степень износа______49,75_______49,775...49,814_____4036 025
2-я степень износа______49,50_______49,525...49,564_____4036 050
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave
Проверка картера стр 29.
1.2.2.1. Проверка картера
а) Проверить уплотняющую поверхность головки блока цилиндров на безукоризненную поверхность.
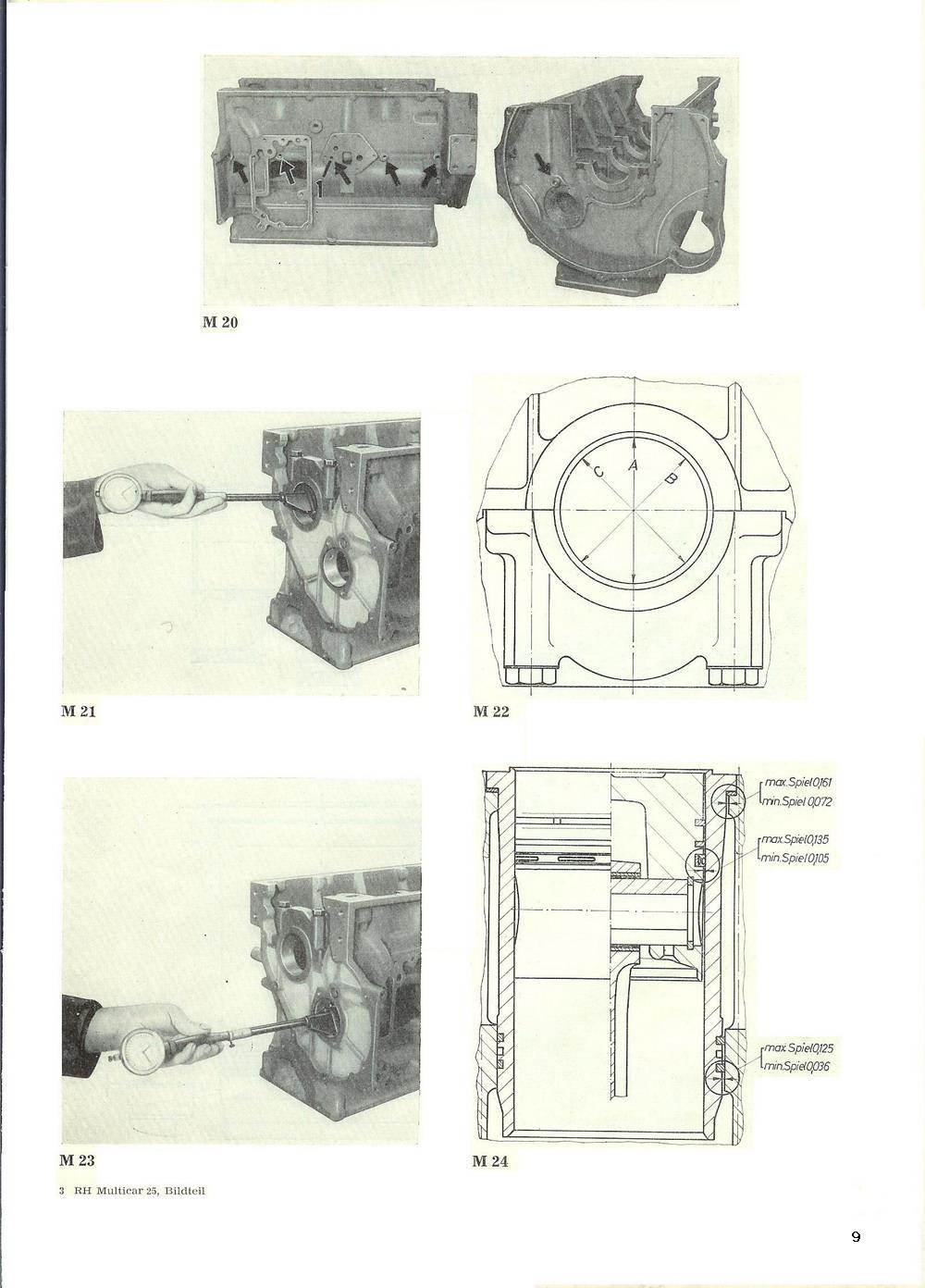
Рис. М 20. Резьбовые пробки масляных каналов
б) Удалить все резьбовые пробки из масляных каналов, хорошо продуть масляные каналы (сжатым воздухом), вновь завинтить резьбовые пробки на герметике.
Рис. М 21. Проверка коренных подшипников коленчатого вала с помощью стрелочного тензометра
в) Проверить основное отверстие для посадки главного коренного подшипника коленчатого вала.
Монтажный размер: Коренные подшипники картера 70,000...70,019 мм. Измерение осуществляется без вкладышей, после установки крышки подшипника, винты крышки подшипника затягиваются динаометрическим ключом до 80 Нм (8 кГм), проверить толщину вкладыша подшипника.
Рис. М 22. Заданное измерение
Подшипник I________Тролщина стенки ___________Маркировка
________________ вкладыша подшипника
Нормальный размер_____2,494...2,500___________смотри
1-я степень износа_____2,619...2,625____________таблицу
2-я степень износа_____2,744...2,750___________на стр.26
3-я степень износа_____2,869...2,875
4-я степень износа_____2,994...3,000
5-я степень износа_____3,119...3,125
6-я степень износа_____3,244...3,250
Рис. М 23. Проверка подшипниковых гнезд кулачкового вала с помощью тензометра
г) Проверить подшипниковые гнезда в корпусе; монтажные размеры и маркировка втулок подшипников кулачкового вала указаны в таблице в разделе 1.2.2.1.1. При необходимости замены втулок подшипников кулачкового вала следует использовать данные раздела 1.2.2.1.1.
Рис. М 24. Цилиндровая втулка
max.Spiel-0,161 = максимальный зазор - 0,161
max.Spiel-0,072 = максимальный зазор - 0,072
max.Spiel-0,135 = максимальный зазор - 0,135
max.Spiel-0,105 = максимальный зазор - 0,105
max.Spiel-0,125 = максимальный зазор - 0,125
max.Spiel-0,036 = максимальный зазор - 0,036
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave