Проверка распределительного вала. стр.35
1.2.2.2. Кулачковый вал.
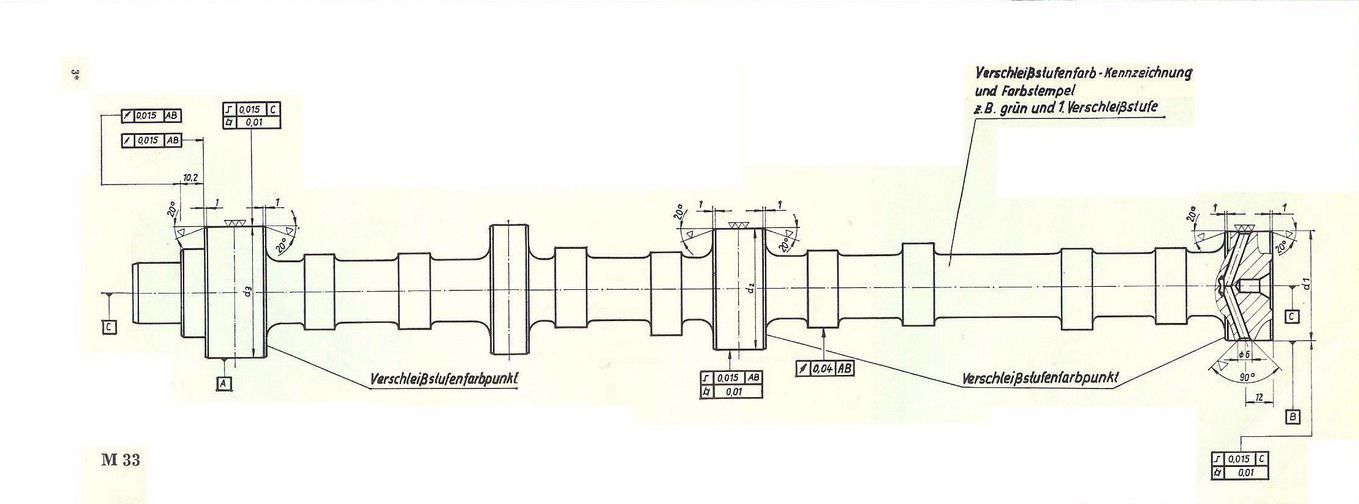
1.2.2.2.1. Проверка кулачкового вала.
Проверить кулачковый вал на наличие радиального биения. Проверка осуществляется в зоне среднего подшипника кулачкового вала. При этом необходимо вставить внешние шейки вала в призмы и поворачивать всегда на 180 град. В случае необходимости кулачковый вал можно зажать между двумя конусами и замерить радиальное биение на средней шейке вала.
Предпосылкой для такого измерения должно служить радиальное биение внешних шеек вала не более 0,03 мм. Допустимые отклонения указаны на Рис. М 33. При обнаружении радиального биения кулачковый вал подлежит замене. Правка кулачкового вала не допускается, т.к., как правило, в рабочем состоянии вал возвращается в свое прежнее положение.
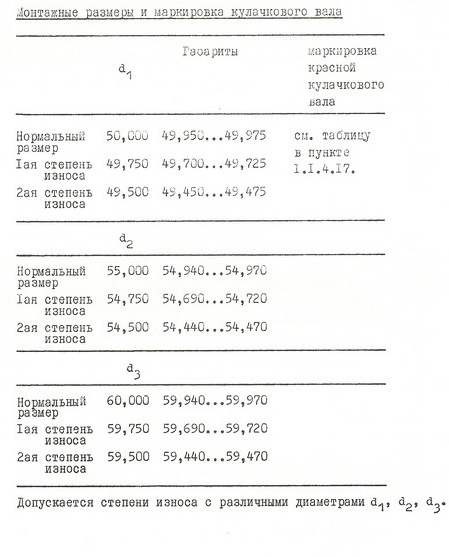
Таблица монтажных размеров кулачкового вала:
стр 34.
- 34 -
г) Тщательно смазать маслом цилиндровую втулку и вдавить ее рукой в гнездо картера.
Определение натяга при установке цилиндровых втулок
ТАБЛИЦА-
стр. 33
Установка.
Перед установкой цилиндровой втулки в картер следить за тем, чтобы обе поверхности не были загрязнены. В первую очередь следует очистить от ржавчины и накипи уплотняющие поверхности и фаски, для того, чтобы не разрушить резиновые кольца при запрессовывании цилиндровой втулки.
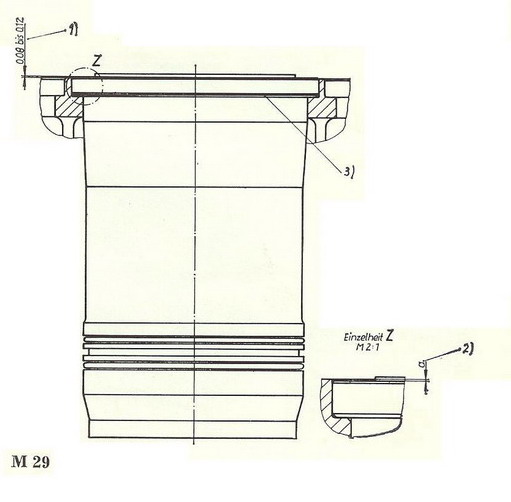
Рис. М 29. правильная установка цилиндровой втулки
(1) смонтировано с прокладками
(2) замерено без прокладок
(3) прокладки
Einzelheit Z = Деталь Z
а) Установить и зажать цилиндровую втулку без резиновых колец. Определить с помощью измерительного устройства (инструмент № 324.020-М 121) размер выступления и определить толщину вставок, затем вновь вынуть цилиндровую втулку. Размер выступления должен составлять 0,06...0,1 мм (Рис. М 30)
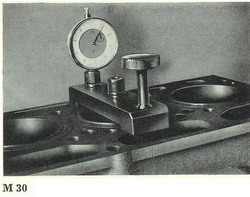 Рис. М 30. Размер выступления цилиндровой втулки, проверка с помощью измерительного устройства (инструмент № 324.020-М 121).
Рис. М 30. Размер выступления цилиндровой втулки, проверка с помощью измерительного устройства (инструмент № 324.020-М 121).
б) оба кольца круглого профиля размером 95 х 3,0 (ТГЛ 6365 - W 6.056) надеть на цилиндровую втулку и вложить в предусмотренные для этого две канавки.
Перед этим следует смазать эти резиновые кольца жидким мылом, для того, чтобы при запрессовке цилиндровой втулки в картер избежать сопротивления резиновых колец.
ВНИМАНИЕ!
При вкладывании резиновых колец в канавки цилиндровой втулки следить за тем, чтобы кольцо круглого профиля не перекрутилось в пазу, для того, чтобы обеспечивалось безукоризненное уплотнение.
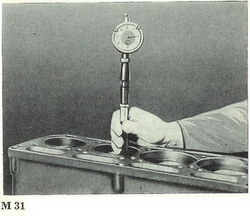
Рис. М 31. Проверить цилиндровую втулку с помощью индикатора стрелочного типа
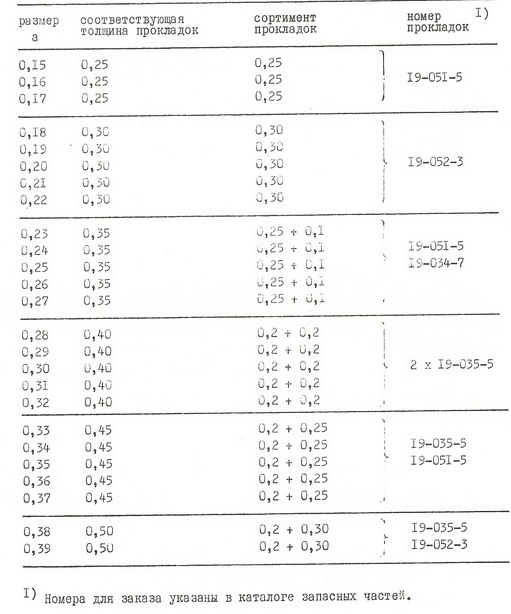
в) Компенсирующие шайбы, определенные согласно пункту "а)" для предписываемого размера выступления между цилиндровой втулкой и картером, должны подбираться соответственно по необходимости и надеваться на цилиндровую втулку.
Эти шайбы имеются в комплекте толщиной 0,1; 0,2; 0,25 и 0,3 мм (см. таблицу).
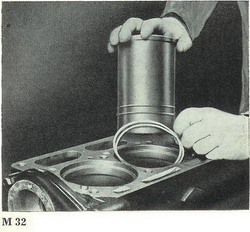 Рис. М 32. Установка цилиндровой втулки.
Рис. М 32. Установка цилиндровой втулки.
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave
стр.32
 в) Удалить оба кольца круглого профиля, промыть цилиндровую втулку и проверить на износ.
в) Удалить оба кольца круглого профиля, промыть цилиндровую втулку и проверить на износ.
ВНИМАНИЕ!
При разборке следить за тем, чтобы не перепутывались цилиндровые втулки и соответствующие поршни.
г) При обнаружении износа цилиндровых втулок их необходимо расточить.
Перечень ремонтных предприятий и условия замены указаны в инструкции по восстановлению 2/78.
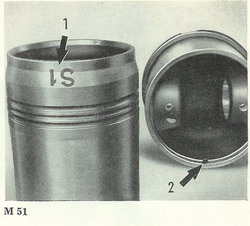
Степень износа цилиндровой втулки, поршня и их маркировка (Рис. М 51)
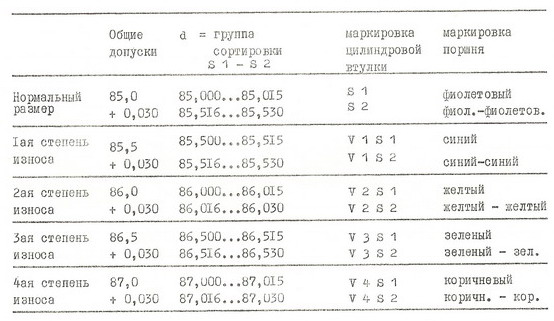
Диаметральный зазор между поршнем и стенкой цилиндра при рабочем режиме: 0,11 мм.
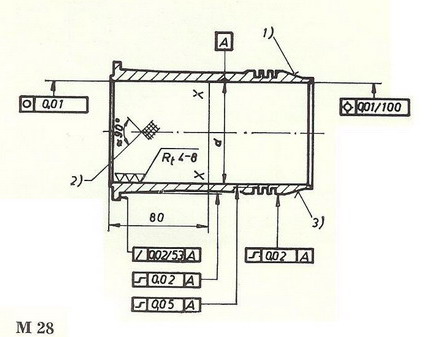
Рис. М 28. Цилиндровая втулка (степень износа)
(1) маркировка группы сортировки с травленым штампом, например S 1 (размер шрифта 10)
(2) крутое хонингование
(3) маркировка степеней износа с помощью травленого штампа, например V 1 (размер шрифта 10)
Группу сортировки следует определять в плоскости измерения х - х.
Страничку перепечатала Рогова Любовь
г.Сыктывкар. Ник на форуме - Lave